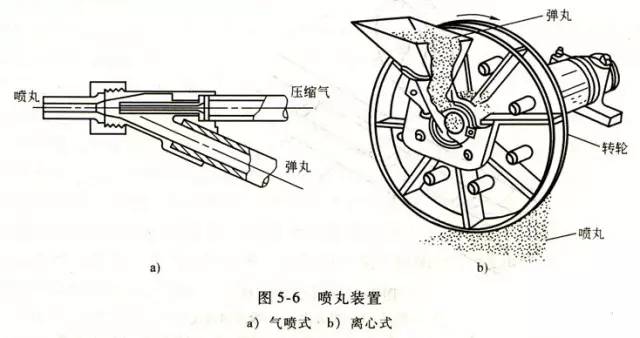
噴丸強度影響噴丸強度的工藝參數主要有:彈丸直徑、彈流速度、彈丸流量、噴丸時間等。彈丸直徑越大,速度越快,彈丸與工件碰撞的動量越大,噴丸的強度就越大。噴丸形成的殘余壓應力可以達到零件材料抗拉強度的60%,殘余壓應力層的深度通??蛇_0.25mm,最大極限值為1mm左右。噴丸強度需要一定的噴丸時間來保證,經過一定時間,噴丸強度達到飽和后,再延長噴丸時間,強度不再明顯增加。在噴丸強度的阿爾門試驗中,噴丸強度的表征為試片變形的拱高。
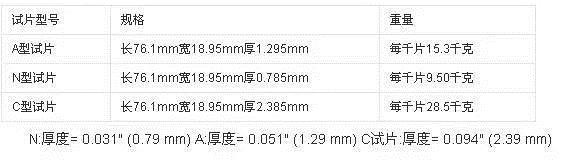
阿爾門(Almen)試驗 噴丸強度常用N試片(用于有色金屬試驗)、A試片(最常用)、C試片(更高強度)來進行測量,A試片和C試片之間關系為近似3倍關系。如用C試片測得強度為0.15-0.20Cmm就相當于0.45-0.60Amm。圖中厚的為C試片,薄的為A試片。試驗過程中,先測量試片原有變形,然后將卡好該試片的工裝置于噴丸箱內,采用與工件相同的工藝進行噴射。噴丸結束,取下試片,測量變形拱高。
噴丸覆蓋率覆蓋率是指工件上每一個點被鋼丸打到的次數,有人對噴丸覆蓋率常這樣認為:我的噴嘴1上1下噴工件2遍,不就可以滿足200%的覆蓋率了嗎?乍一聽覺得有道理,其實不是這樣的。覆蓋率的測量是這樣的:先在工件表面涂上一層彩釉或螢光釉,然后按工藝參數對工件進行噴丸,每噴表面一遍將工件取出,在顯微鏡(放大鏡)下觀察所殘留的涂層在表面所占的比例,如還有20%殘留,則覆蓋率為80%。當殘留只有2%,即覆蓋率為98%時,可視為全部清除,即覆蓋率為100%,此時就有一個時間。若達到400%的覆蓋率,就是4倍的該時間。
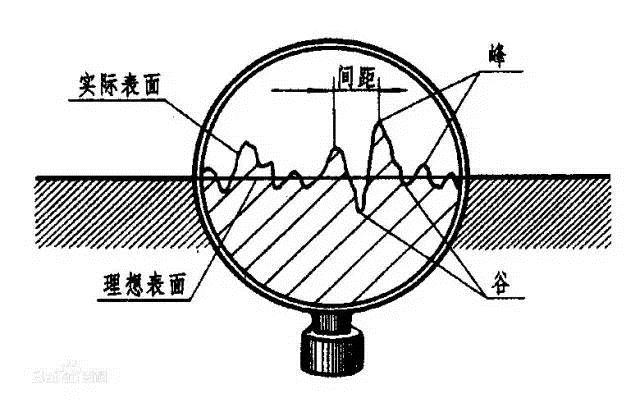
覆蓋率的影響因素影響覆蓋率的因素有零件材料硬度、彈丸直徑、噴射角度和距離、噴丸時間等。在規定的噴丸強度條件下,零件的硬度低于或等于標準試片硬度時,覆蓋率能達到100%;反之,覆蓋率會下降。在相同的彈丸流量下,噴嘴與工件的距離越長、噴射的角度越小、彈丸直徑越小,達到覆蓋率要求的時間就越短。噴丸強化時,應選擇大小合適的彈丸、噴射角度及距離,使噴丸強度和覆蓋率同時達到要求值。表面粗糙度由于鋼丸的噴射,對工件表面的粗糙度產生一定的變化。影響表面粗糙度的因素有零件材料的強度和硬度、彈丸直徑、噴射的角度和速度、零件的原始表面粗糙度。在其他條件相同的情況下,零件材料的強度和表面硬度值越高,塑性變形越困難,彈坑越淺,表面粗糙度值越??;彈丸的直徑越小,速度越慢,彈坑就越淺,表面粗糙度值就變??;噴射的角度大,彈丸速度的法向分量越小,沖擊力越小,彈坑越淺,彈丸的切向速度越大,彈丸對表面的研磨作用就越大,表面粗糙度值就越??;零件的原始表面粗糙度也是影響因素之一,原始表面越粗糙,噴丸后表面粗糙度值降低越??;相反,表面越光滑,噴丸后表面變得粗糙。當對零件進行高強度的噴丸后,深的彈坑不但加大表面粗糙度值,還會形成較大的應力集中,嚴重削弱噴丸強化的效果。